

Automatisk SIHUA-kvalitet og tilpasset pakkevalsformingsmaskin
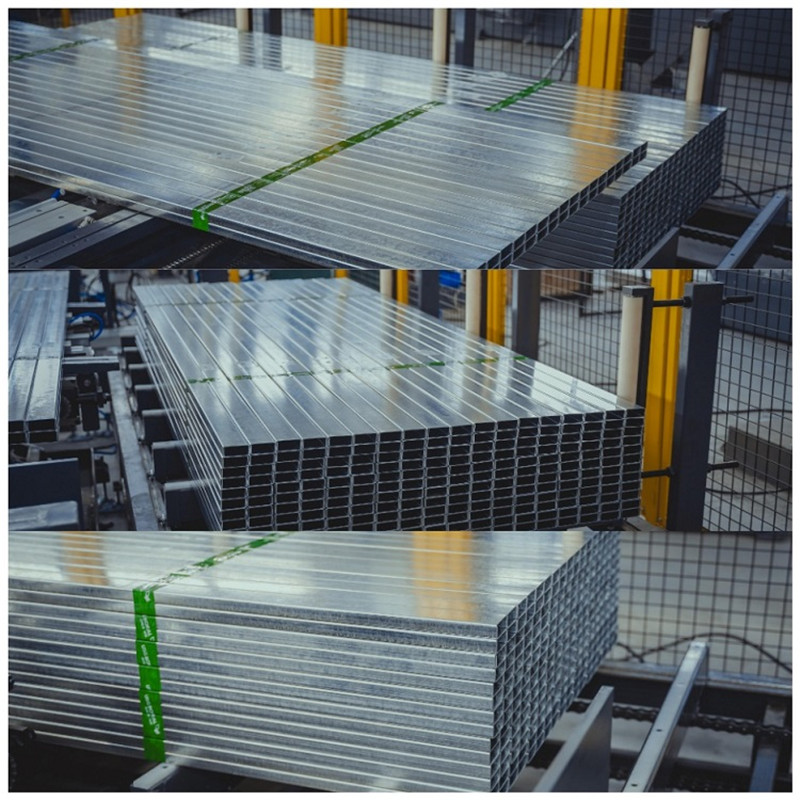
Den lette stålkjølen er et bygningsmetallskjelett som er rullet gjennom en kjøleprosess av høykvalitets kontinuerlig varmdyppet aluminiumsinkstrimle. Formdekorasjonen av den ferdige ubelastede veggen er laget av gipsplater av papir og dekorative gipsplater. Egnet for modellering av dekorasjoner av en rekke bygningstak, innvendige og ytre vegger i bygningen og basismaterialene til hettetaket.
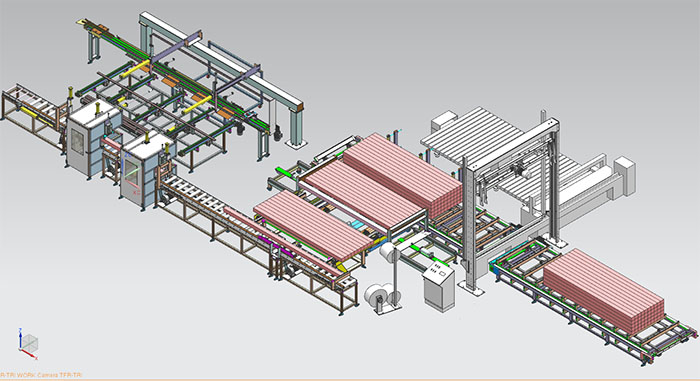
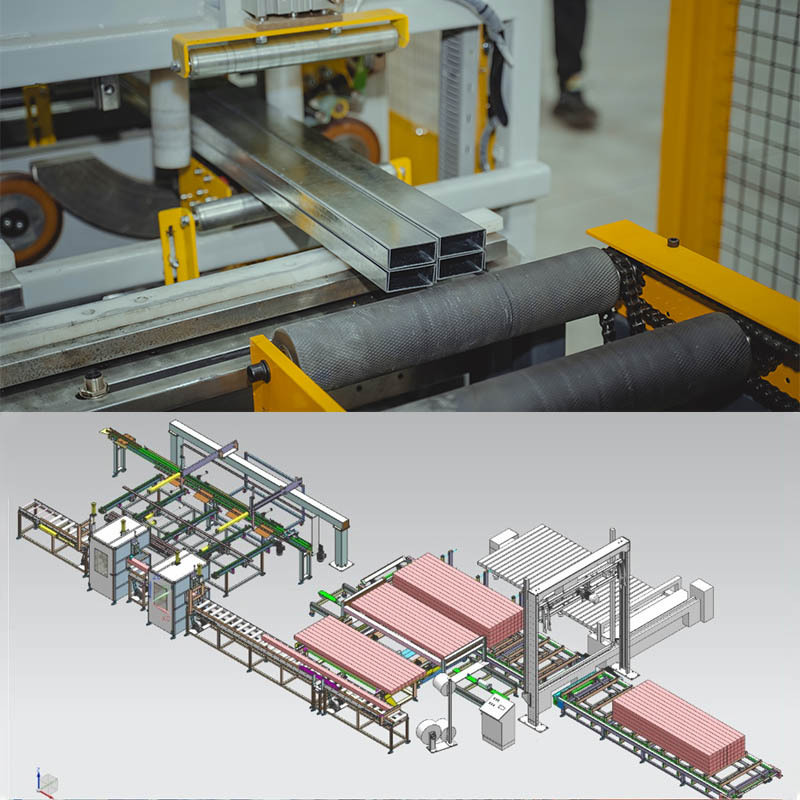
Produksjonsprosess: Avspoler → valseformingsprofil → skjærebord → pakkebord (hydraulisk system gitt kraft) alle deler ble kontrollert av et elektrisk kontrollsystem.


| Valseformer | Produkt | Kombinert produksjonshastighet * | Maskinbearbeidbare målere | Kroktype | Kompatibilitet | ||
| D54 | T4 | Kryss-T og hovedløper | 10 m/min | 0,2–0,6 mm | Integrert krok | Flere | |
| D57 | T4 | Kryss T | 31 m/min | 0,2–0,6 mm | Integrert krok | Flere | |
| D58D | T4 | Kryss T | 32 m/min | 0,2–0,6 mm | Legeringskrok | Flere | |
| D59D | T4 | Hovedløper | 34 m/min | 0,2–0,6 mm | Integrert krok | Flere | |
| D51 | T4 | Kryss-T og hovedløper | 30 m/min | 0,2–0,6 mm | Integrert krok | Flere | |
| Automatiseringssystem | |||||||
| DA5MR | Hovedløper pappeskeemballasjesystem | D59D | Flere | ||||
| DA5CT | Cross T-emballasjesystem for pappesker | D57, D58D | Flere | ||||
Automatisk pakkesystem inneholder
● 1. automatisk vippesystem
● 2. automatiske inngjerdingsprofil
● 3. automatisk stablingssystem
● 4. automatgir
Det første elementet i pakkevalsemaskinen setter automatisk sammen flere profiler til en liten pakke. Pakken sendes deretter til bunteområdet for fast festing. Herfra går den til en tredje maskin og stabler disse pakkene i lag for å danne én stor pakke (hovedpakken). Hovedpakken kan nå buntes manuelt eller sendes automatisk til den siste maskinen i systemet, den automatiske bunteren.