




Tak T-rutenettrullformingsmaskin
Maskinnavn:
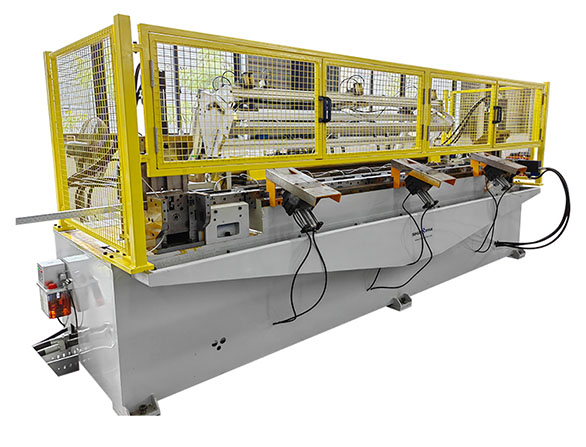
Automatisk høyhastighets multispesifikasjon Main-tee grid roll forming maskin ved å bytte ett sett rulleformingsenhet (COMBI).
Rulleformingsenhet med girkasse
1.1. Produksjonslinjen for T-stang kan overvåkes av en PLS. Hvis det er feil i produksjonslinjen for T-stang, vil PLS-en finne feilene. Det er enkelt å vedlikeholde den for arbeiderne.
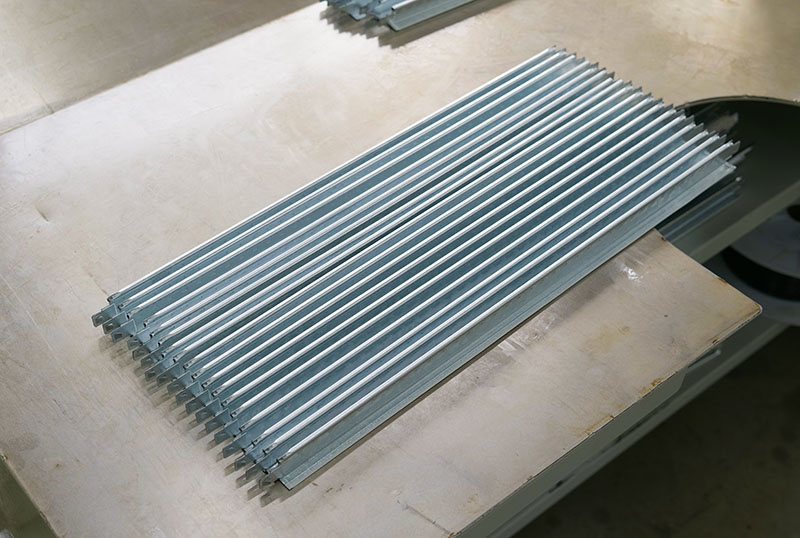
1.2. Produksjonshastigheten for T-stang er 0–60 m/min. Gjennomsnittshastigheten for tverrgående t-stang er 36 m per minutt. Ett minutt kan produsere 6 stk. med en lengde på 3660 mm (12 fot) og et hovedtre på 40 stk. med en lengde på 1200 mm (4 fot).
1.3. Ulike spesifikasjoner Valseformingsenheter (6) kan byttes ut på 30 minutter, 24X32H-spesifikasjoner kan produseres hvis man legger til ett sett valseformingsenheter (6).
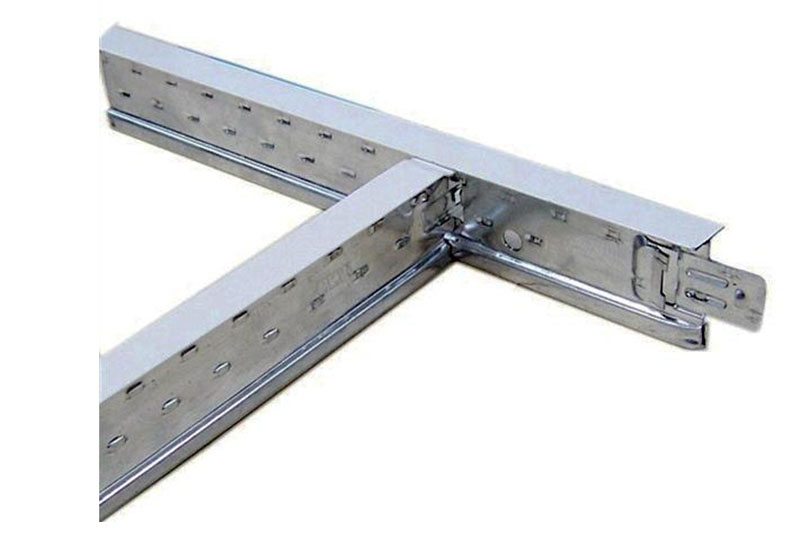
Produkttegning:
Hoved t-profil 38h *24*3600mm/3700mm.
T-profil med tverrgående bærearm 38h*24*600/1200mm.
Vi designer maskinen i henhold til din bekreftede tegning.
1. Dobbel motorisert avspoler (lakkert stålspole)
1.1. Lastekapasitet: 1500 kg * 2
1.2. Spolespesifikasjon: Ytterdiameter 2000 mm, innerdiameter 508 mm. Bredde på malt stålspole: 100 mm
1.3. Ved å rulle for hånd for å stramme spolen
1.4. Drevet av motoren
1.5. Drevet motor: 1,5 kW
2. Dobbel motorisert avspoler (galvanisert stålspiral)
2.1. Lastekapasitet: 3000 kg * 2
2.2. Spolespesifikasjon: ytterdiameter 1500 mm. innerdiameter 508 mm. bredde: 150 mm.
2.3. Rulles inn for hånd for å stramme spolen.
2.4. Drevet av motoren
2.5. Drevet motor: 1,5 kW

Rulleformingsenhetene fungerer i høy hastighet, så vi trenger en lagringsenhet for å beskytte motor og reduksjonsgir og forlenge levetiden.

Motoreffekten er 15 kW, merket er ABB.
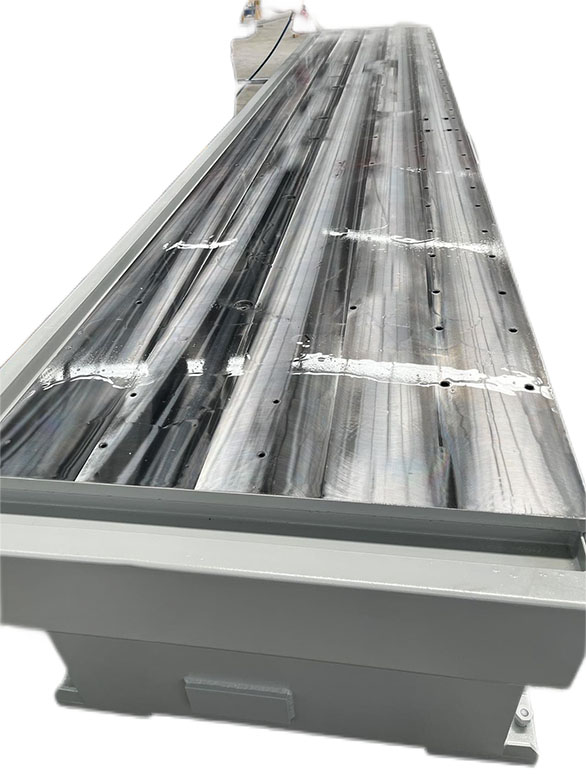
Maskinens basismateriale er Q345-B stål med full varmebehandling for å eliminere indre krefter og gi maskinen lang levetid.
Maskinens arbeidsbord bruker stor CNC-helbehandling for høy presisjon, flattoleranse innenfor 0,05 mm, plassen innenfor 0,02 mm i rulleformingsenhetene eller lokaliseringspinnen.
Valseformingsenheter (COMBI) er festet på maskinbasen. COMBI kan byttes ut i henhold til forskjellige størrelser på t-stangen.
Valseformingsstasjon 16+ 5 hjelpevalser, valsematerialet er CR12MOV1 (SKD11) vakuumvarmebehandling 58-62 HRC.
Valseformingsmaskinen bruker hele girkassestrukturen for å forlenge maskinens levetid.
Akselkjernediameteren er ∮40 mm, materialet er 40 CR ved bråkjøling.
Veggrammemateriale: Q345-B, CNC-prosessering, varmebehandling.
Antall retteseter: 1 sett, brukes til å rette profilen ovenfra og ned, foran og bak, venstre og høyre.
Formingslinjehastighet 0-80M/min. Rask eller langsom hastighet kan styres automatisk.

Stansedysen bruker materialet SKD11 med vakuumvarmebehandling, hardheten er HRC 58–62.
Installer 6 stk. hullstansematriser.
Avskjæringslengde 3600 mm T-stang monteringshull, Kobling via hydraulisk stansing, Roboten bærer den stansede t-stangen til stablebordet.
Motoreffekt: 15 kW, Motormerker: ABB
Pumpens arbeidstrykk: 140 kg Hydraulisk strømning: 65 l Merket er Rexroth (tysk)
Oljesylindere, antall: 9 stk.
Akkumulator: 25L Merke: OLAER (fransk)
Trykksensor, IFM (tysk) den elektromagnetiske ventilen: Rexroth (tysk)
Filtreringsmerket er Parker (USA) 10.7, oljen kjøles ned med vann eller luft (etter behov).

PLS-merker: MITSUBISHI (JAPAN).
Skjærkontroll: Italiensk (SIHUA).
Frekvensomformereffekt: 15 KW merke: YASKAWA (Japan)
Relé- og sikringsmerke: Schneider.
Menneske-maskin-grensesnitt (berøringsskjerm) merke: KINCO, størrelse 10,4".
Elektrisk skap, tilkoblet utvendig ledning med hurtigplugg.








Produktkategorier
-

Italiensk teknologi takkryss t-stangmaskin ...
-

Automatisk høyhastighets multispesifikasjons hoved ...
-

Italiensk teknologitak SIHUA hoved- og krysstak...
-

SIHUA hovedtaksrutenett av Shanghai-kvalitet...
-

Legeringskontakt kryss t-stangrullformingsmaskin
-

Automatisk lang og kort kryssdør i nedhengt tak...