Velkommen til nettsidene våre!

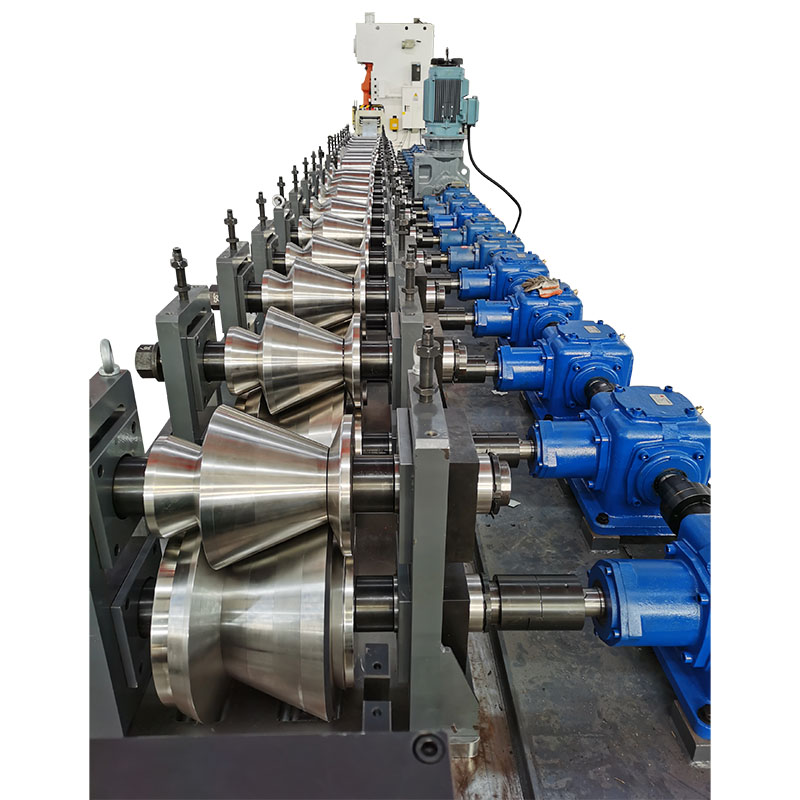
SIHUA shanghai tilpasset varmt salg rack oppreist rulleformingsmaskin
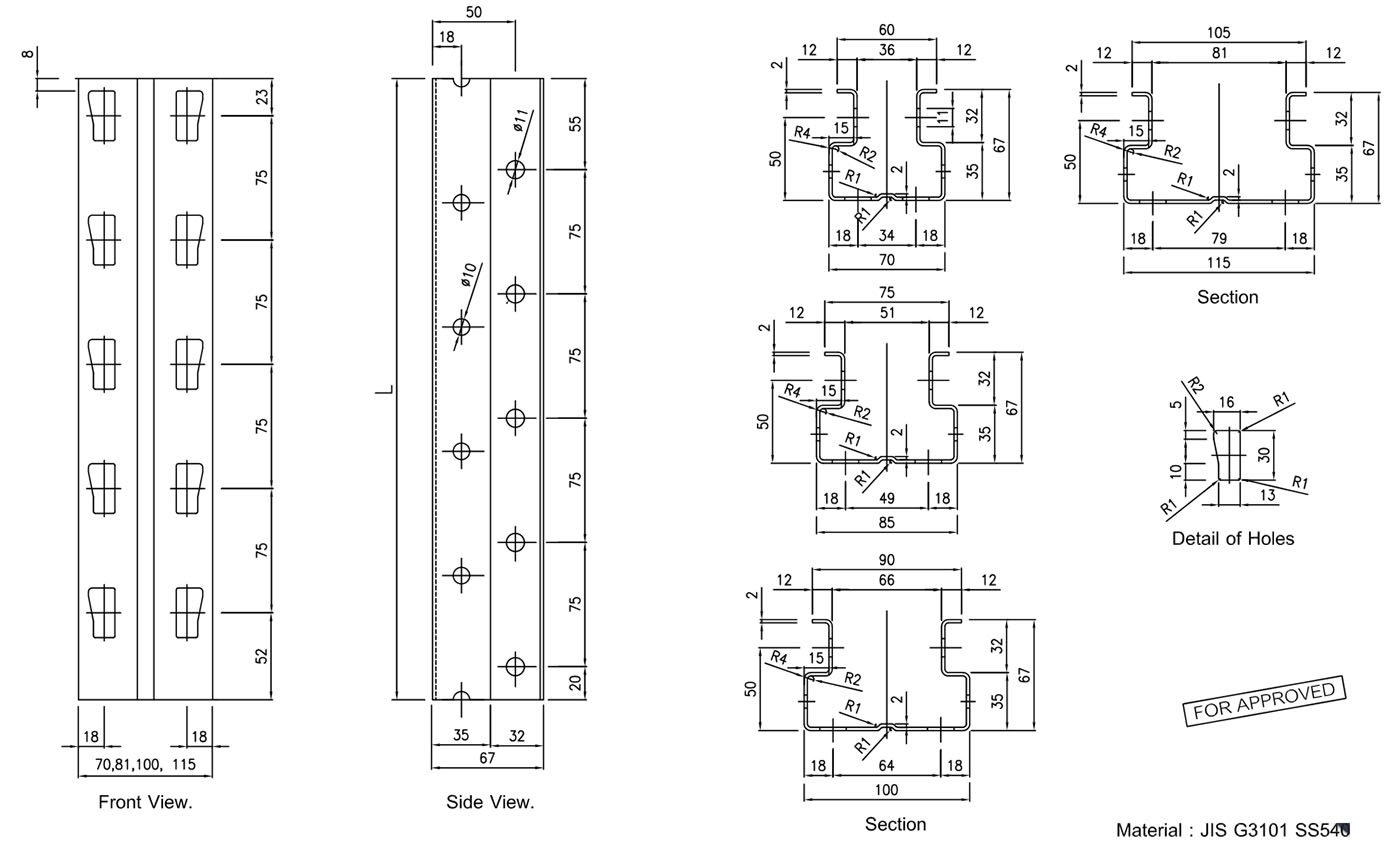
Denne maskinen bruker galvanisert stål eller kaldvalset stål som råmaterialer,gjennom en serie trinn for å forme den til en hylleprofil med spesifikk form og størrelse.
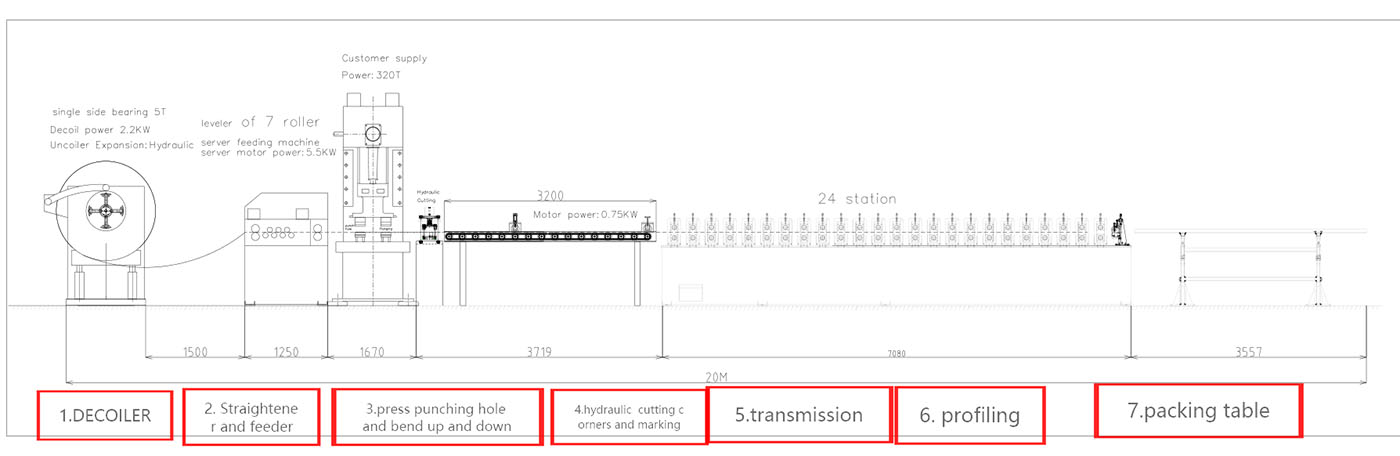
Formingstrinnsenhetene inkluderer avspoler, matings- og nivelleringsenhet,Stanseinnretning, hovedformingsmølle, hydraulisk etterkutter.
Omformeren styrer motorhastigheten, PLS-systemet styrer lengde og mengde automatisk,derfor oppnår maskinen en kontinuerlig automatisk produksjon,som er det ideelle utstyret for kaldvalsformingsindustrien.
Produksjonsprosess: avspoler (avspoler, rettetang, servomater) → pressemaskin (hullstansing) → valseformemaskin → skjæremaskin (hydraulisk system gir strøm) alle deler ble kontrollert av elektrisk kontrollsystem (detaljer som følger)



| 3-I-1-KOMBINASJON | |
| Hydraulisk avspoler | Lastekapasitet: 4 tonn med lastevogn |
| Materiale | 2 mm, S 235 JR |
| Rettetang | Materialbredde《450 mm |
| Servo-matermating | Nøyaktigheten til tonehøyden er +-0,15 mm, PLS-merket er Mitsubishi |
| Servomotorens effekt er 2,9 kw, merket er YASKAWA | |
| Pressemaskin og stansedyse | |
| Kapasiteten er 125 tonn | |
| Oppreist rullformingsmaskin for oppbevaringsstativ | |
| Produkthastighet | 20–30 m per minutt |
| Rullerekke | 22+ skritt (riktig rettlinje) |
| Akseldiameter | Φ70mm, materiale-40Cr, varmebehandling |
| Rullemateriale | Cr12MoV vakuumvarmebehandlingshardhet: 58-62HRC |
| Motor med én stor reduksjonsgir | 30KW merke Siemens |
| Modell med konisk girreduksjon | T10 22 stk |
| Installert kjøling for hver valse | |
| Skjærebord med lokaliseringspinne | |
| Skjær form | 4 sett. Materiale: SKD11 |
| Merke av styreskinne | HIWIN |
| Sylinder | ARITAC |
| Servomotormerke Yaskawa 4,4 kW | |
| Hydraulisk system | |
| Hydraulikkpumpestrøm | 50 l/min |
| Motorkraft | 11 kW; SIEMENS |
| Hydraulisk solenoidverdinummer | 2 sett, REXROTH |
| Hydraulisk akkumulatorkapasitet 25L | |
| Tankvolum | 220 liter. |
| Elektrisk kontrollsystem | |
| Koder | OMRON (japansk merke) |
| Frekvensmotor | 30 kW (TECO) |
| PLS | MITSUBISHI (japansk merke) |
| Menneskelig grensesnitt | KINCO |
| Relé | OMRON (japansk merke) |
| Pakkebord | |
| Lengde | 6,5 millioner |
Skriv meldingen din her og send den til oss