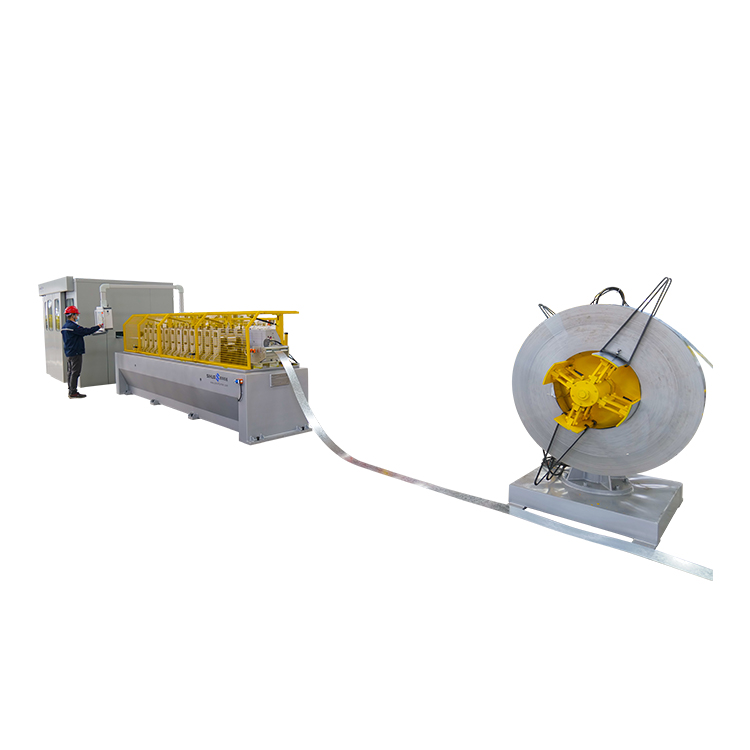
skjæremaskin for 0,4-1,3 mm bredde 1300 mm
| Parametere for råmateriale for stålspoler | |
| (1) Gjeldende materiale | galvanisert spole |
| (2) snitttykkelse | 0,4 mm ~ 1,3 mm |
| (3) Platebredde | 300 mm ~ 1250 mm |
| (4) Indre diameter på stålspole | Φ508mm |
| (5) Ytre diameter på stålspole | Φ1600mm |
| (6) Vekt på spolen | 15 tonn |
| Parametere for ferdig produkt | |
| (1) Breddetoleranse | ± 0,05 mm |
| (2) Burr-lengde | 0,03 mm |
| (3) Antall delte strimler | 1 mm platetykkelse, 25 strimler |
| (4) Vertikal skjærretthet | 1 mm / 2000 mm |
| (5) Spolens fullsirkeldiameter | Φ508mm |
| (6) Ytre diameter på avspoleren | Φ1600mm |
| Andre parametere for utstyret | |
| (1) Enhetshastighet | 0~120 m/min |
| (2) Gulvareal (omtrent) | innenfor 17 meter |
| (3) Strømforsyning | 380V / 50 HZ trefase og femtråds |
| (4) Installert kapasitet | omtrent 160 kW |
| (5) Drivmotor | åpen spolemaskin AC11 KW maskin vanlig motor AC75 KW maskin vanlig motor AC90 KW Hydraulisk stasjonsmotor AC7.5KW |
| (6) Enhetsretning | vendt mot betjeningskonsollen fra (venstre) til (høyre) (maskin i fremoverretning) |
| (7) Produksjonsoperatør | 1 teknisk arbeider og 2 generelle arbeidere |
| (8) Enhetsfarge | blå |
1. Spolebil
2. Hydraulisk avspoler
3. Hydraulisk hjelpestøtte I
4. Kryssbro I
5. Sideføring og skjæremaskin
6. skrapvikler (begge sider)
7. Kryssingsbro II
8. separator og spenningsbord
9. Hydraulisk oppruller
10. Hydraulisk hjelpestøtte II
11. Utgang fra spolevogn for oppspoler 1
2. Hydraulisk system
13. Elektrisk kontrollsystem

1 spolevogn (1 sett)
(1) Hovedstruktur: stålplate, ganghjul, fire føringssøyler, giraksel, etc.
(2) Vektbærende 15 tonn, hydraulisk motordrift, gange 6 meter per minutt.
(3) Oljetrykkkraft: løftehøyde på 600 mm, oljetrykksylinder: FA-Φ125 mm (1 gren).
teknisk parameter
| skjema | Tung stålramme, oljetrykk og motorstyring |
| mengde | A |
| Type V-overflate | Nylonplate + sveising av stålplate |
| peiling | 15 tonn |
| Heisreise | 600 mm |
| Bilens gangkraft | motor |
| Bilens ganghastighet | 6 m/min |
Struktur og bruk: brukes til å mate den åpne koderen, transportere stålspolene fra lagringsbordet til spolen på den åpne koderen, vogngangen styres av oljetrykksmotoren og løfting for hydraulisk sylinderkontroll.
Løftemekanisme: hydraulisk sylinder og glidende fireføringssøylestruktur, løftekraften tilveiebringes av sylinderen, sylinderen skyver V-typen lagerbord for å realisere funksjonen til øvre og nedre stålspiral.
Gangmekanisme: oljetrykkmotor og parallellføringsskinnestruktur. Gangkraften leveres av oljetrykkmotoren, slik at vognen kan bevege seg horisontalt langs den åpne koderens akse. Begge ender av skinnen er begrenset for å forhindre at vognen sporer av.
2. Hydraulisk avspoler (1 sett)
teknisk parameter
| skjema | Sveiset ramme av stålplate, hydraulisk ekspansjonsdorn | |
| mengde | A | |
| peiling | 15 tonn | |
| Indre diameter på stålspolen | Φ508mm; | |
| Ytre diameter på stålspolen | MAKS: Φ1800 mm | |
| Åpen spolebueplatestruktur | ||
| Område for stigning og krymping av bueplaten | Φ460mm–Φ520mm | |
| Bueplate | 45 # støpt stål (kromfinish) | |
| Åpen rullebrems | 2 sett med skivebremser | |
| Utløpsmetode | Ta initiativ til å gi mat | |
| Åpen rullekraft | 11 kW motor | |
Åpne rullen og lukk rullefjerningsenheten med rulletrykk
A, funksjon:
Når du lager stålspolen, stram spolens indre diameter, åpne spolen eller ta ut spolen.
Støtt spoleplaten og sørg for spenning på stålstrimmelen, som består av ramme, hovedaksel, ekspansjonstrommel, avspolingsknuser, hjelpestøtte, bremseenhet og kraftdel.
B, struktur
a) Hovedramme: laget av ståltype, A3 stålplate, #45 stål, to lagerlager bores samtidig for å sikre konsentrisitet av spindelinstallasjonen og ingen radial vibrasjon.
b) Hovedaksel: Bestående av 40 Cr rundstål med borediameter på 85 mm gjennomgående hull, kvalitetsjustering og deretter raffinert bil, rulleakseldiameter på 190 mm, lagervekt på 15 tonn.
c) Heve og krympe trommelen: bruk en skyve- og trekke-ekspansjonstrommel av glidetypen; fire buede plater (stål nr. 45), linjeskåret gliderpar, ekspansjonsdiameter: Ф470mm-520mm; trommelens effektive arbeidslengde er 1300mm, den integrerte doren sikrer at trommelens konsentrisitet øker og reduseres, trommelen heves til en diameter på 508mm på dreiebenkens runde overflate, overflaten galvaniseres med hardkrom.
d) Avrullingspresseenhet: bestående av pressrulle, støttearm og oljesylinder; pressrullen smøres med polyuretanfett, og materialhodet løsner ikke, og støttearmen løftes av den hydrauliske sylinderen.
e) Bremseanordning: Ved bruk av pneumatisk skivebremsenhet kan bremsestyrken justeres, og bremsen kan parkeres når bremsen er stram. Dette sikrer at rullen ikke ruller løst i standby- og oppstartstilstand, slik at platen ikke skraper overflaten ved løs rulleing. Synkroniseringskontroll med åpen rullemating.
f) Oljetrykkskraft: skyv og trekk doren: spesifikasjon for oljetrykksylindermodell: Ф 150150 mm, ved bruk av roterende skjøtoljetilførselsmodus (Taiwan oljefelt); trykkløftende hydraulisk sylinder Ф 80220 mm.
g) Elektrisk kraft: Åpen viklingsmaskin bruker 11 kW vekselstrømsmotor med lukket girkasse (1 sett)
3. Hydraulisk hjelpestøtte (1 enhet)
(1) Bruksområde: Støtt den utkragende enden av rullen for å øke rullens stivhet.
(2) Hjelpestøtten er en albuestangmekanisme som løftes eller senkes av svingarmen til den hydrauliske sylinderen.
(3) Når rullen åpnes, heves svingarmen for å holde den utkragende enden av viklingsmaskinen, og når rullen rulles, faller svingarmen.
4. Kryssingsbro (1 enhet)
(1) Hovedstruktur: rammen er sveiset med stålplate.
(2) Oljetrykkskraft: øvre og nedre: oljetrykksylinder: CA- Φ 80 mm (1).
teknisk parameter:
| skjema | Rammen og overgangsbraketten er sveisede deler av stålplater, og overgangsrullen er en selvklebende rulle |
| mengde | A |
| Levende hylse (lengde og dybde) | 3000 mm × 3500 mm |
| Måten å løfte et sett med bord på | Hydraulisk sylinder støtter løftet |
Struktur og bruk: Brukes til å kontrollere synkroniseringen og bufferen for stålbåndhastigheten mellom avstripperen og materen. Bordet er laget av nylonplate for å sikre at plateoverflaten ikke blir ripet. Plasseringen av tre par elektriske øyekontrollstålbelter i den levende hylsegropen kan opprettholde nok lagringsplass i gropen.
5. Sideføring og slissemaskin (1 sett)
Tekniske parametere for sideveis føringposisjonering
| skjema | Stålplate sveisebase, stativ av rull og ramme |
| mengde | A |
| Bredde på kryssbrettet | 200–1250 mm |
| Breddejustering | Juster fra håndhjulet |
| Rullematerialet | GCr15 stål |
| niproll | Φ120 mm × 1300 mm |
Struktur og bruk: For platebreddeorientering for å forhindre avvik fra stålplaten. Vertikale ruller er anordnet på begge sider av platens bredderetning, festet på sine respektive glideseter, og glidesetet justeres på føringsskinnen langs platens bredderetning for å imøtekomme forskjellige platebredder. Den vertikale rullen er bråkjølt, og rulleoverflaten er kromatisert for å øke overflatehardheten og forhindre mekanisk slitasje.
Tekniske parametere for maskinen
| skjema | Stålplate sveisebase, kraftgirkasse, buegang og ramme |
| mengde | Et sett |
| Del opp hastigheten | 120 m/min |
| Akseldiameter | Φ180 mm × 1300 mm |
| materialkvalitet | 42CrMo |
| Spennvidde (oppgitt utenom dette) | Φ300 mm Φ180 mm 10 mm (ytterdiameter, innerdiametertykkelse) |
| Kraften til hovedmotoren | AC75Kw-motor |
| Mobil motor for buegang | Montert utenfor stativet uten å påvirke kniven |
Struktur og bruk: Maskinen er en enhet som kan klippe langsgående med vertikal skjæring i forskjellige bredder. Bredden på det ferdige produktet kan fleksibelt endres ved å bytte ut kompositthylsen. Knivakselen justeres av den nedre akselen og den øvre akselen for synkron knivakselavstand, noe som kan kontrollere gapet mellom den øvre akselen og den nedre akselen nøyaktig. De øvre og nedre akslene er festet med muttere i aksial retning, og akselenden av øvre og nedre blader. Bruk sidemansjettrammen (motordrift) for å bytte blad.
(1) Hovedstruktur: stålplate, støpesete, synkrongirkasse, universaldrift, elektrisk skrueløfteanordning.
(2) Verktøyskaftmateriale: 40 Cr, diameter på knivskaft: Φ180mm 1300mm, middelsfrekvent behandling etter grov bearbeiding, sliping, hardforkromning, 20mm med nøkkelspor.
(3) Knivaksellåsen: mutteren låser verktøyet.
(4) Justering av trykkplate for en gruppe braketter, justering av løftemekanisme opp og ned, fast treverk med.
(5) Verktøysetebevegelse: elektrisk inn og ut, løfting av knivskaft, elektrisk synkronisering.
(6) Skjærkraft: 75 kW vanlig motor med frekvensomformer.
6. Skrapvikler (begge sider)
én tilkobling; uavhengig frekvensomformingsspenningskontroll
teknisk parameter:
| skjema | Stativ for sveisede stålplater |
| struktur | Venstre og høyre uavhengig matingsstruktur; spole, presseaksel og girkasse. Styrt av oljesylinderen for enkel lossing. |
| mengde | To; en til venstre og en til høyre |
| Motta bredden på skrapkanten | Og 2–10 mm / én side |
| viklingshastighet | 0–120 m/min |
| Rull vekten | MAKS: 300 kg |
| Kraften til hovedmotoren | AC 3 kW (to) |
| puste | Mekanisk ekspansjon |
Struktur og bruk: Sidematerialeviklingsmaskinen er en enhet som vikles på begge sider av stripen. Motordrevet, med en annen utløpsoljesylinder, stabil og holdbar.
7. Kryssingsbro II (1 enhet)
(1) Hovedstruktur: rammen er sveiset med stålplate.
(2) Oljetrykkskraft: øvre og nedre: oljetrykksylinder: CA- Φ 80 mm (1).
teknisk parameter:
| skjema | Rammen og overgangsbraketten er alle sveisede deler av stålplater, og overgangsrullen er en gummirulle |
| mengde | A |
| Levende hylse (lengde og dybde) | 3000 mm × 5000 mm |
| Måten å løfte et sett med bord på | Hydraulisk sylinder støtter løftet |
| Skredderpresseplate | Forhindre at platen faller ned i gropen og skader materialet |
Struktur og bruk: brukes til å kontrollere synkroniseringen og bufferen til stålbåndhastigheten mellom retraktor og avstryper. Bordet er laget av nylonplate for å sikre at plateoverflaten ikke blir ripet.
8. Separator og spenningsbord
(1) Hovedstruktur: stålplate, separasjonsvalse, PU-gummi, etc.
(2) Spenningspute: legg ullfilt på toppen.
(3) Rebelt-rulle: PU-gummi, Φ350 mm.
(4) Oljetrykkkraft: løfting av spennpute: oljetrykksylinder: FA-Φ 80 mm (2 stk.).
teknisk parameter:
| skjema | Sokkel og ramme for sveising av stålplater |
| mengde | Et sett |
| Sektorstørrelse | Φ80 × Φ180 * 3 |
| Separat settstørrelse | Φ80 × Φ110 × og |
| Den midtre trykkvalsen | Vertikal løft |
Struktur og bruk: langsgående skjærestrimmelseparasjon, for å forhindre at maskinen strammes ved stabling, enkel å samle. Det er to sett med separasjonsskiver. Separasjonsskivens aksel kan fjernes fra betjeningssiden for å forenkle utskifting og rengjøring.
| skjema | Stålplate sveiset base, ramme, bremsesystem sammensetning |
| mengde | A |
| Trykkplatetype | Platen drives av sylinderen for å oppnå den ideelle kompresjonsspenningen |
Funksjon: Plasser stålbåndet og påfør jevn spenning på hvert stålbånd for omvalsing, og den genererte spenningen bestemmer tettheten til omviklingen. Den jevne spenningen kan gjøre viklingen pen; den består hovedsakelig av hovedramme, fremre separasjonsramme, pressemaskin, bakre separasjonsramme, strammetrinn og føringsrulle.
B, struktur:
● Hovedrammestruktur: laget av profil, stålplatemontering sveiset, maskinering av basisflate etter gløding.
● Fremre separasjonsramme: Bruk en uavhengig ramme av føringstypen. Rammen er koblet sammen gjennom de to overflatene, og separatoren er montert på skilleveggen for kropp og hylse, noe som er veldig praktisk. Den fremre separasjonsrammen kan bevege seg opp og ned i forhold til hovedrammen og kan stoppe i hvilken som helst høyde.
● Spenningsplattform: Den består av en sideplatebue, en øvre portalramme, en nedre puteplate, en øvre puteplate og en oljesylinder. Ullfilten kan festes på den øvre og nedre puteplaten. Platebeltet passerer mellom den øvre og nedre puteplaten, og trykkputeplaten produserer spenning. Den øvre puteplaten drives synkront av to oljesylindere.
● Styrerulle, plateenhet
Styrerulle: ved hjelp av lagersete, sømløs stålrør innpakket i PU-gummi, dynamisk balansert behandling, funksjonen er å styre platebeltet inn i opprulleren.
Plateanordning: består av et tannhjul og et drivsystem. Plateanordningen bruker en hydraulisk drivstruktur, og funksjonen er å sende platehodet til opprulleren.
9 Hydraulisk oppruller
(1) Hovedstruktur: Trommelen har sømløs struktur; stålplate, separasjonsvalse, hovedaksel, firebueplate (sikksakk), glideblokk, sideplate, lager, lagersete, skyv- og trekksylinder, kassereduksjonsgir, hydraulisk skyveanordning, dampbrems, etc.
(2) Spoleutvidelse og -sammentrekning: Φ480 mm ~ Φ508 mm, med kjeveanordning, oljetrykksylinder: FA- Φ150 mm (1 gren).
(3) Elektrisk kraft: 90 kW vanlig motor er utstyrt med frekvensomformer.
Tekniske parametere for vikleren
| skjema | Stålplatesveiset ramme, hydraulisk ekspansjonsdorn med én arm og girkassestruktur |
| mengde | A |
| peiling | 15 tonn |
| Indre diameter på stålspolen | Φ508mm |
| Spindelmateriale | 42 Cr Mo |
| Spoleflappbueplate | 45 # stål etter kvalitetsbehandling, overflaten er belagt med hardt krom |
| Kondensert klemmemunn | Oljesylinderdrift opp og ned |
| Ytre diameter på stålspolen | MAKS: Φ1800 mm |
| Skyv materialebrett | Oljesylindertrykk |
| bremseaggregat | Skivebrems type brems |
| Kraften til hovedmotoren | AC90 kW-motor |
Struktur og bruk: Dette utstyret brukes til å spole opp båndet etter langsgående skjæring. Det består av rammehus, trommel, transmisjonssystem, heve- og krympesystem, bremsesystem, smøresystem, hydraulisk system, etc.
Transmisjonssystem: Spindelen drives av motoren. Øknings- og krympesystem: Spenningen tilveiebringes av hevings- og krympeoljesylinderen for å få glidesetet på hovedakselen til å produsere forskyvningsglidning, og qi-formede glidebrytere og glidesetet produserer forskyvning for å realisere heving og sammentrekning av trommelen.
Tekniske parametere for separatorakselens trykkarm
| skjema | Sokkel og ramme for sveising av stålplater |
| mengde | A |
| Sektorstørrelse | Φ80 × Φ180 × 3 |
| Separat settstørrelse | Φ80 × Φ110 × og |
Struktur og bruk: Dette utstyret brukes til å spole tilbake langsgående skjæring. Pressematerialearmen svinges av oljesylinderen. Pressakselen kan manuelt spres rundt det faste dreiepunktet for å bytte ut isolasjonsplaten (puten).
10 Hydraulisk hjelpestøtte II
(1) Bruksområde: Støtt den utkragende enden av rullen for å øke rullens stivhet.
(2) Hjelpestøtten er en albuestangmekanisme som løftes eller senkes av svingarmen til den hydrauliske sylinderen.
(3) Når rullen tas imot, heves svingarmen for å holde den utkragende enden av viklingsmaskinen, og når rullen faller, faller svingarmen.
11 Utgangsspolevogn for oppspoler (1)
(1) Hovedstruktur: stålplate, ganghjul, fire føringssøyler, giraksel, etc.
(2) Hydraulisk motordrift, gå 6 meter per minutt.
(3) Oljetrykkkraft: løftehøyde på 600 mm, oljetrykksylinder: FA-Φ125 mm (1 gren).
Teknisk parameter:
| skjema | Tung stålramme, oljetrykk og motorstyring |
| mengde | A |
| Type V-overflate | Sveising av stålplater |
| peiling | 15 tonn |
| Heisreise | 600 mm |
| Bilens gangkraft | motor |
| Bilens ganghastighet | 7 m/min |
Struktur og bruk: for lossing av spolen, lossing av stålspolen fra spolen, løping med vogn for oljetrykksmotorstyring, løfting og løfting for hydraulisk sylinderstyring.
Løftemekanisme: hydraulisk sylinder og glidende føringssøylestruktur, løftekraften tilveiebringes av sylinderen, sylinderen skyver V-typen lagerbord for å realisere funksjonen til øvre og nedre stålspiral, og lossevognen med anti-invertert stang.
Gangmekanisme: oljetrykkmotor og parallellføringsskinnestruktur. Gangkraften tilveiebringes av oljetrykkmotoren for å få vognen til å bevege seg horisontalt langs rullens spiralakse. Begge ender av skinnen begrenser blokken for å forhindre at vognen sporer av.
12 Hydraulisk system (1 sett)
(1) Hovedstruktur: sveiset oljetank av stålplate, kapasitet på 300 kg og alle typer oljetrykkventiler, oljepaneler.
(2) Effekt: Klasse E 7,5 kW motor og oljepumpe, 30 ml, normalt trykk 70 kg/cm2, maksimalt trykk: 140 kg/cm.
teknisk parameter:
| mengde | Et sett |
| drivstofftank | 300 liter |
| Oljepumpens slagvolum | 25 ml/r |
| Systemets arbeidstrykk | 12 MPa |
| motorens kraft | 7,5 kW |
| nedkjølingsmetode | Vindkjøling |
| arbeidstemperatur | 0℃—60℃ |
| tjenestestoff | N68 slitasjehemmende hydraulikkolje |
Sammensetning og bruk: For å kontrollere driften av den hydrauliske delen av hele produksjonslinjen. Ved hjelp av sentralisert kontroll består systemet av én hydraulisk stasjon, flere ventilstabler og flere rørledninger. Består hovedsakelig av oljetankhus, elektrisk oljepumpeenhet, hydraulisk ventilstabl, hydraulisk rørledning, etc.
13 Elektrisk kontrollsystem
(1) Elektronisk kontrollert operasjonsbord.
(2) Strømforsyningsspenning: trefase 380VAC ± 10 % Frekvens: 50Hz ± 1
(3) Sammensetning og bruk: Systemet er utstyrt med en betjeningsstasjon, hele linjen bruker sentralisert kontroll, betjeningsstasjonen har digital skjerm, justering av høy og lav hastighet, manuell mating, kontinuerlig segmentering, feilalarm og andre funksjoner. Hastighetsreguleringssystem, programkontroller (PLC) bruker produkter fra Taiwan Yong Hong Company. Andre elektriske kontrollkomponenter importeres eller joint venture-produkter av samme kvalitet. Konsoll, trykknappboks, deteksjonskomponenter og kabler og ledninger. Med berøringsskjermkontroll kan den enkelt stille inn og endre produksjonsprosessparametere, inkludert hastighet, manuell og automatisk bytte, og overvåke driftsstatusen til hver del. Sikre sikker og effektiv drift av produksjonslinjen.
14 Beskrivelse av merke og leverandør:
Mekanisk del
| ordrenummer | navn | produsent | bemerkninger |
| 1 | peiling | Japan importerte NSK | Del verten |
| 2 | peiling | Ha-akse, flisakse | tilbehørsutstyr |
| 3 | Motorgirmaskin | Ying a | |
| 4 | girreduksjon | Guo MAO |
Pneumatisk utstyr
| ordrenummer | navn | produsent | bemerkninger |
| 1 | luftsylinder | Innenlandske kvalitetsprodukter | |
| 2 | elektromagnetisk ventil | stjerner | |
| 3 | hastighetskontrollventil | stjerner |
Hydraulisk del
| ordrenummer | navn | produsent | bemerkninger |
| 1 | elektromagnetisk retningsventil | Olje kun | |
| 2 | elektromagnetisk avlastningsventil | Olje kun | |
| 3 | kjøler | Innenlandske kvalitetsprodukter |
Elektrisk totalt
| ordrenummer | navn | leverandør |
| 1 | PLS | Taiwan yong hong |
| 2 | menneske-maskin-grensesnitt | Weilun, Taiwan |
| 3 | frekvenstransformator | Huichuan |
| 4 | hjelperelé | Schneider |
| 5 | Vanlig motor | Jiang Sheng |
| 6 | Lavspenningskomponenter | Schneider |
15 Tilfeldig vedlegg:
(1) Installasjonstegning av mekanisk fundament, boltfordeling og tegning for produksjonslinjeoppsett.
(2) Tilbehør: 20 deler; 120 innsamlede nylonpioner; 20 strammedeler; 120 strammepioner; 1 kutterskaft.
| ordrenummer | Beskrivelse beskrivelse | leveringsomfang | bemerkninger | |
| Selger | kjøper |
| ||
| 1 | design | |||
| 1.1 | Designplan | √ |
|
|
| 1.2 | maskindesign | √ |
|
|
| 1.3 | Elektrisk design for maskindrift | √ |
|
|
| 1.4 | Kretsdesign for lufttrykk og hydraulisk trykk | √ |
|
|
| 1,5 | Layoutdesign av produksjonslinjen | √ |
|
|
| 2 | lage | |||
| 2.1 | Lag timeplanen | √ |
|
|
| 2.2 | Den mekaniske og elektriske delen av produksjonen | √ |
|
|
| 2.3 | Inspeksjon og testing av produksjon | √ |
|
|
| 2.4 | spraymaling | √ |
|
|
| 2,5 | pakke | √ |
|
|
| 3 | leveringsvilkår | |||
| 3.1 | Lossing på stedet |
| √ |
|
| 3.2 | Utstyr for lossing av anlegg (kran osv.) |
| √ |
|
| 3.3 | Bekreftelse og lagring av utstyr på stedet |
| √ |
|
| 4 | grunnarbeid | |||
| 4.1 | Utforming av fundamenter for bygg og anlegg | √ |
|
|
| 4.2 | Fundamentsprosjektering og rådgivning | √ |
| selgeren leverer det grunnleggende kartet |
| 4.3 | Inspeksjon av grunnarbeidene | √ | √ |
|
| 4.4 | buktbolt | √ |
|
|
| 4,5 | Maskinpute (flatputejern, skråstrykejern) | √ |
|
|
| 4.6 | Fugemasse og mørtel helles i det mekaniske fundamentet |
| √ |
|
| 4.7 | Mørtelen sprøytes inn i fothullet på utstyret |
| √ |
|
| 4.8 | Inngravd i betong (H-, etc.) |
| √ |
|
| 5 | ereksjonsarbeid | |||
| 5.1 | Installasjonsutstyr (kjøretøy, lastebilkran osv.) |
| √ |
|
| 5.2 | erstatningsverktøy | √ |
|
|
| 5.3 | Installasjonsmateriell (hydraulisk pneumatisk rør og ledninger) | √ |
|
|
| 6 | sikkerhetstiltak | |||
| 6.1 | Grøftedekselplate og nedsenkbar pumpe |
| √ |
|
| 6.2 | rekkverk | √ |
|
|
| 7 | Hydraulisk lufttrykk og fryseteknikk | |||
| 7.1 | hydraulisk enhet |
|
|
|
| 7.2 | Hydraulisk dreneringsteknikk (i utstyret) | √ |
|
|
| 7.3 | Hydraulisk dreneringsrørarbeid (i grøften) | √ |
|
|
| 8 | elektroteknikk | |||
| 8.1 | Installer nødvendig strøm |
| √ |
|
| 8.2 | Primærkabel fra transformatorstasjonen til kontrollpanelet og fordelingsskapet |
| √ |
|
| 8.3 | En kabelgrøft |
| √ |
|
| 8.4 | Sekundær kabling av hovedskapet til maskinen | √ |
|
|
| 8,5 | Kabelspor for sekundærkabling | √ |
|
|
| 8.6 | Motor- og drivstyring | √ |
|
|
| 8,7 | Ledningsnett og avløpsrør i maskinen | √ |
|
|
| 8,8 | Hver linje til strømfordelingsskapet | √ |
|
|
| 8,9 | Godkjenning av bruk av belysning og elektriske apparater |
| √ |
|
| 9 | prøvekjøring | |||
| 9.1 | Materialer for testkjøring |
| √ |
|
| 9.2 | Testarbeider |
| √ |
|
| 9.3 | Oljeinnsprøytning, girolje, hydraulikkolje osv. |
| √ |
|
| 9.4 | Bruk av vedlikeholdsverktøy | √ |
|
|
| 10 | Opplæring og ettersalgsservice | |||
| 10.1 | Bruksanvisning og vedlikeholdshåndbok | √ |
|
|
| 10.2 | Drifts- og vedlikeholdsopplæring | √ |
| |
(1) Sikkerhetsalarmvarslingssystem;
1. Konfigurer bekreftelseslåsen for felles operasjonstilstand (sikkerhetslås) og alarmmeldingen for hver stolpe.
2. Hver driftsstasjon, inkludert fôring, hoveddrift, lossing osv., kan betjene alarmen uavhengig.
3. Når hver bevegelige enhet fungerer, utløses alarmen.
(2) Sikkerhetslåseenhet (infrarød deteksjon og alarm for kritisk faredel)
(3) Utstyrsklipsrulle, forbindelsesaksel, roterende kjede, synlige bremseklosser og andre betjeningsorganer må være utstyrt med beskyttelsesdeksel og sikkerhetsrekkverk rundt hylsen.
(4) Varselskilt for farlige deler og viktige deler av utstyret
(5) Det roterende legemet skal merkes med tydelige farger, som skal skilles fra fargen på legemets utstyr (i gult).
1. Kjøperen skal sørge for kjølevann og gasskilde til utstyrsgrensesnittet.
2. Kjøperen skal eie en strømforsyningsboks (trefase med fem linjer), hvis kapasitet må oppfylle enhetens strømkrav.
3. Det er mer enn tre uttaksterminaler i strømfordelingsboksen.
4. Strømfordelingsboksen er innenfor 5 m fra hoveddriftsskapet.
5. Kjøperen er ansvarlig for å lede strømforsyningen til driftsstasjonen.
6. Kjøperen skal levere én luftkompressor.
7. Kjøperen skal levere girolje, hydraulikkolje, smøreolje og oljekvalitet levert av selger.
8. Kjøperen skal sørge for nødvendig materiell for igangkjøring og tilhørende hjelpeverktøy og -utstyr.