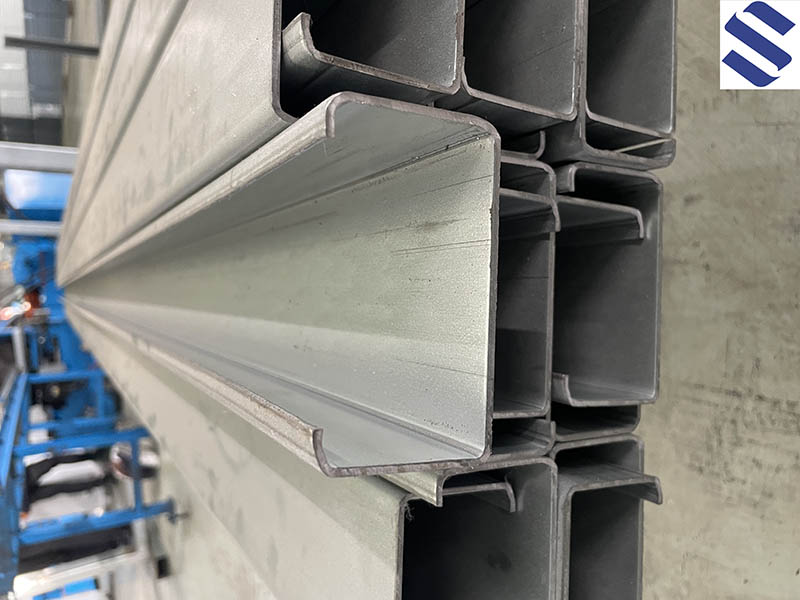
Solcellepanelbrakettvalsformingsmaskin
Denne maskinen bruker galvanisert stål eller kaldvalset stål som råmateriale, gjennom en serie trinn for å forme det til en vekselstrømskanalprofil med spesifikk form og størrelse.
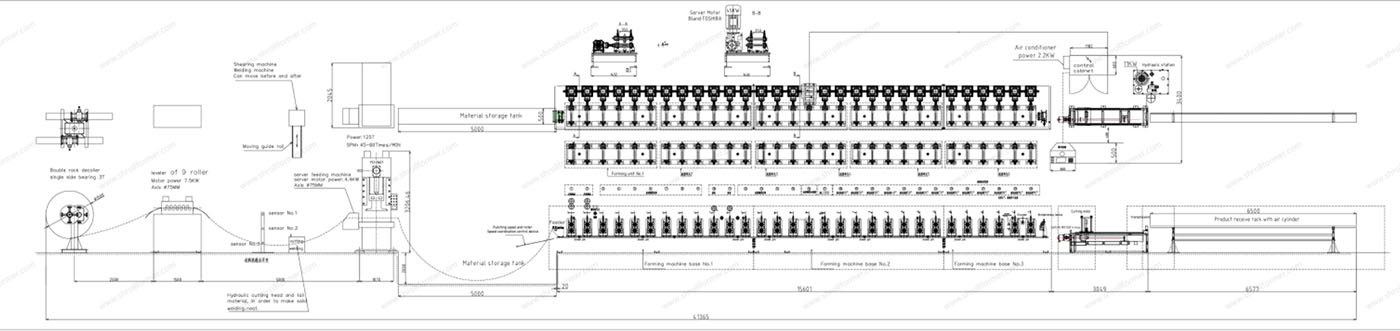
Formingstrinnsenhetene inkluderer avspoler, matings- og nivelleringsenhet, stanseenhet, hovedformingsvalse og hydraulisk etterkutter.
Omformeren styrer motorhastigheten, PLS-systemet styrer lengde og mengde automatisk.
Derfor oppnår maskinen en kontinuerlig automatisk produksjon, som er det ideelle utstyret for kaldvalsformingsindustrien.
| Profilmateriale | A) Galvanisert stripe | Tykkelse (MM): 1,5–2,5 mm |
| B) Svart stripe | ||
| C) Karbonstrimmel | ||
| Flytegrense | 250–550 MPa | |
| Strekkspenning | G250 MPa–G550 MPa | |
| deler av produksjonslinjen | Valgfritt valg | |
| Formingsstasjon | 18–20 trinn (opp til kundenes tegning) | |
| Hovedmaskinmotormerke | TECO/ABB/Siemens | SY |
| Kjøresystem | Girkassedrift | * Girkassedrift |
| Formingshastighet | 10–15 m/min | 20–35 m/min |
| Rullernes materiale | CR12MOV (dongbei stål) | Cr12mov (dongbei stål) |
| Frekvensomformermerke | YASKAWA | SY |
| PLS-merke | Mitsubishi | * Siemens (valgfritt) |
| Skjærsystem | SIHUA (import fra Italia) | SIHUA (import fra Italia) |
Introduksjon av strukturkanalvalsformingsmaskin
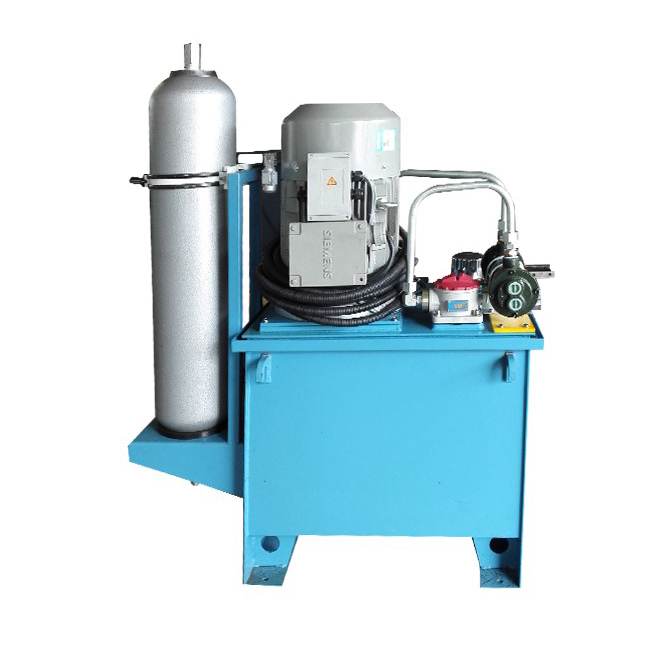
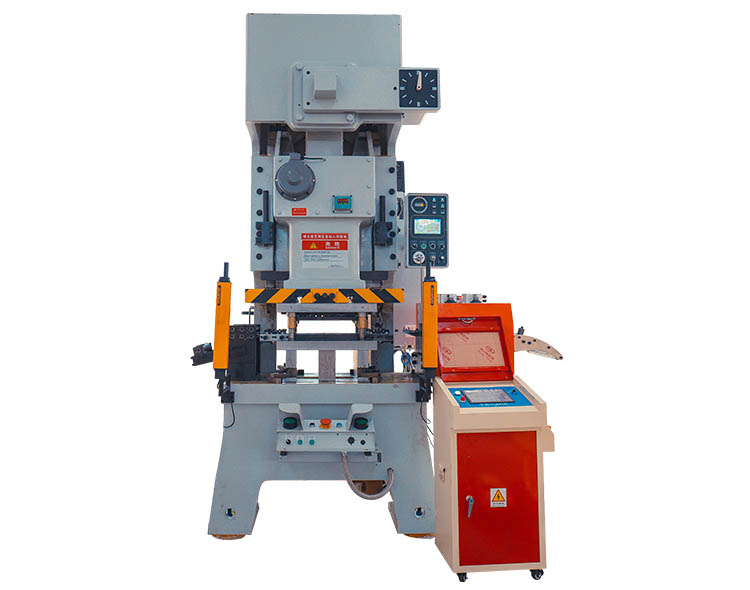
Produksjonsprosess: Avspoler → spak og mater → pressemaskin (inneholder stansedyse) → valseformingsprofil → skjærebord → pakkebord (hydraulisk system gitt kraft) alle deler ble kontrollert av et elektrisk kontrollsystem.

Nivellerer av strukturkanalvalsformingsmaskin.

Yangli kapasitet 125tons YANGLI JH21-125.
C 38*40 valseformemaskin Produkthastighet 30–50 m per min.

Stablebord 6,5m.

1. Koder: OMRON (japansk merke)
2. Frekvensmotor: 45KW (NIDEC) JAPAN
3. PLS: MITSUBISHI (japansk merke)
4. Menneskelig grensesnitt: KINCO
5. Relé: OMRON (japansk merke)